
发送报价
K型伸缩甲管在确定范围内可轴向伸缩也能在确定的角度内克服管道对接不同轴向而产生的偏移能方便阀门管道的安装与拆卸在管道允许伸缩量中可以自由伸缩一旦越过其大伸缩量就起到限位确认管道的运行。主要为保护管道运行具有以下作用:补偿吸收管道轴向、横向、角向热变形;吸收设备振动减少设备振动对管道的变形量。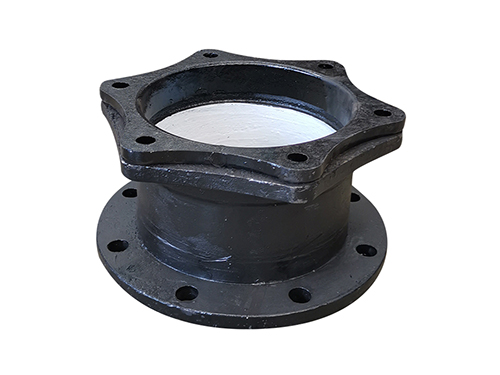
 K型伸缩甲管管件热裂纹产生的原因与安装时需要注意的问题
K型伸缩甲管管件热裂纹产生的原因与安装时需要注意的问题{一}、K型伸缩甲管热裂纹产生的原因
K型伸缩甲管形成热裂纹的理论原因和实际原因很多,但根本原因是铸件的凝固方式和凝固时期铸件的热应力和收缩应力。
液体金属浇入到铸型后,热量散失主要是通过型壁,所以,凝固总是从铸件表面开始。当凝固后期出现大量的枝晶并搭接成完整的骨架时,固态收缩开始产生。但此时枝晶之间还存在一层尚未凝固舶液体金属薄膜(液膜),如果K型伸缩甲管收缩不受任何阻碍,那么枝晶骨架可以自由收缩,不受力的作用。当枝晶骨架的收缩受到砂型或砂芯等的阻碍时,不能自由收缩就会产生拉应力。当拉应力超过其材料强度时,枝晶之间就会产生开裂。如果枝晶骨架被拉开的速度很慢,而且被拉开部分周围有足够的金属液及时流入拉裂处并补充,那么铸件不会产生热裂纹。相反,如果开裂处得不到金属液的补充,铸件就会出现热裂纹。
由此可知,宽凝固温度范围,糊状或海绵网络状凝固方式的合金较容易产生热裂。随着凝固温度范围的变窄,合金的热裂倾向变小,恒温凝固的共晶成分的合金较不容易形成热裂。热裂形成于铸件凝固时期,但并不意味着铸件凝固时必然产生热裂。主要取决于铸件凝固时期的热应力和收缩应力。铸件凝固区域固相晶粒骨架中的热应力,易使铸件产生热裂或皮下热裂;外部阻碍因素造成的收缩应力,则是铸件产生热裂的主要条件。处于凝固状态的铸件外壳,其线收缩受到砂芯、型砂、铸件表面同砂型表面摩擦力等外部因素阻碍,外壳中就会有收缩应力(拉应力),铸件热节,特别是热节处尖角所形成的外壳较薄,就成为收缩应力集中的地方,铸件较容易在这些地方产生热裂。
热裂纹产生的原因体现在工艺和铸件结构方面其中有:铸件壁厚不均匀,内角太小;搭接部位分叉太多,铸件外框、肋板等阻碍铸件正常收缩;浇冒口系统阻碍铸件正常收缩,如浇冒口靠近箱带或浇冒口之间型砂强度很高,限制了铸件的自由收缩;冒口太小或太大;合金线收缩率太大;合金中低熔点相形成元素超标,铸钢铸铁中硫、磷含量高;铸件开箱落砂过早,冷却过快。
{二}、安装伸缩甲管时需要注意的问题
伸缩甲管我们已经很了解了,一种管道,可以用在很多地方,安装伸缩甲管可不是一个简单的活,我们需要注意很多事项,具体有哪些呢?
1.把伸缩甲管口的杂物进行清理并且擦洗干净。
2.清洗胶圈和上胶圈。把胶圈上的脏东西清洗干净,并且将其弯成梅花形或者8字形装到承口槽内,并且用手沿着整个胶圈按压一遍,或者用橡皮锤砸实,以保证胶圈的各个部分不翘不扭,均匀的卡在槽内。
3.把那个插口外表面和胶圈上面弄些润滑剂,均匀的涂刷在外围。
4.将伸缩甲管下到槽底。
5.安装机具设备,把准备好的设备安装好,然后避免再次污染。
6.检查安装的位置是否符合要求。
沧州兴源铸业有限公司(http://www.xingyuanzhuye.com)主营多种不同型号的K型伸缩甲管、全盘三通、承插变径,产品用于大中小型企业,如化工、电业、冶金等。竭诚欢迎各界人士的指导合作。